
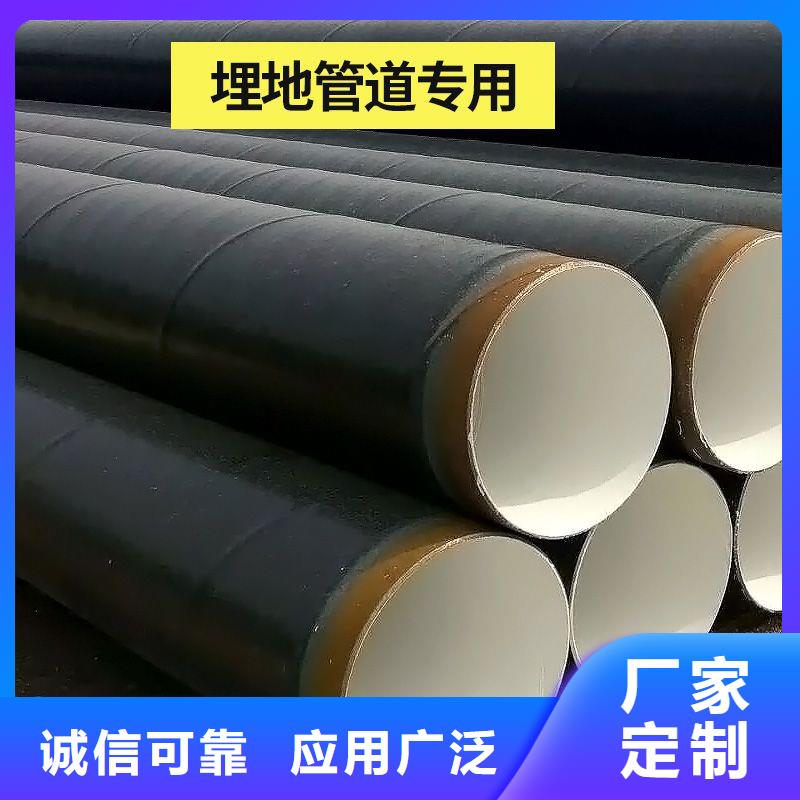

环氧煤沥青防腐环氧沥青漆环氧沥青重防腐漆价格管道防腐环氧煤沥青漆
环氧煤沥青防腐环氧沥青漆(溶剂型)主要用于埋地、接触地面的钢铁管道外壁、钢构件及水泥构件防腐,作为防腐、重防腐涂料,有以下性能要求:高膜厚:环氧煤沥青防腐漆,通常涂装膜厚在300μm以上,因此必须选用厚浆型或者无溶剂型,
常用配套方案:管道防腐环氧煤沥青:埋地管道配套玻璃纤维布材料涂装。环氧煤沥青底漆+玻璃纤维布+环氧煤沥青面漆+玻璃纤维布+环氧煤沥青面漆 污水池防腐:环氧水泥封闭底漆+环氧云铁中间漆/环氧底漆+环氧煤沥青面漆
施工性:重防腐涂装中,要求环氧煤沥青漆能够采用无气喷涂或者刷涂辊涂一次涂装较高的膜厚,不流挂。适当的耐候性:环氧煤沥青漆涂装完成后,管道通常会露天存放,适当的耐候性可以保证露天存放不会降低涂料的防腐性能。基本防腐性能:具有抗生物,电绝缘性能好,耐土壤、污水、潮湿、湿热、冷热交替等环境下的腐蚀。


1、纯沥青涂料以纯沥青制造的沥青漆,当溶剂挥发后即成膜。具有耐水、耐潮、防腐、抗化学试剂的性能,但不耐油、不耐候、光泽差装饰性差。用于室内、水下及地下和不受阳光照射的设备,由于纯沥青涂层易被有机溶剂去除,因此也可用于封存防锈。
2、干性油改性沥青涂料 天然沥青或石油沥青或它们的混合物用干性植物油改性,可在常温下氧化聚合,因植物油含有不饱和双键容易干燥,其共轭双键多的干燥性能好,共轭双键少的干燥性能差。这种氧化聚合型的沥青涂料,通常加入一定量的催干剂来改善其成膜性能。如沥青耐酸涂料,是利用高软化点石油沥青,添加干性植物油及衍生物经热炼,并加入催干剂制成沥青耐酸清漆。
3、树脂改性沥青涂料在沥青中加入衍生物、酚醛、环氧树脂、聚氨酯等,用以沥青的硬度和光泽以及附着力等。是A环氧树脂以比例相混溶,制成的防腐漆性能,固有的耐水、耐碱,而且固化剂有己二、三乙撑四、二乙撑三以及低分子量聚酰树脂等。还可与树脂配合,改善漆膜外观、绝缘性能和耐酸性能。还可与异酸酯混溶,沥青漆的干燥性能和力学性能,且具有防腐性能。
4、树脂和植物油改性沥青涂料 由树脂与天然沥青、石油沥青和干性油热炼而成。可用的树脂有甘油酯、酚醛树脂、失水苹果酸酐树脂、氨基树脂等,此类油改性沥青涂料,可以改善涂层的柔韧性、附着力、机械强度、耐候性及外观装饰性等。
一、组成:该环氧煤沥青漆是在环氧煤沥青涂料的基础上,加入中外公认的氯磺化聚乙烯橡胶、云母氧化铁、其它耐蚀颜填料、特种添加剂及活性溶剂等,工艺而成的双组分重防腐涂料。底漆为A型,中涂漆为B型,面漆为C型。



环氧煤沥青漆主要性能
优良的附着力与大多数底材有较好的粘结性能
防锈性能好,优良的:三防性能:
优异的耐水、耐潮湿、耐酸、碱、盐等化学药品性能
设计用途
一般用于船舶水闸、输油管道、煤气柜管、海岸设表面防护
用于石油、化工、至金行业硫化气体腐蚀环境设备防护
施工说明
施工表面要求清洁干燥,表面温度应高于露点以避免水汽凝结。应该注意15点或其以下的温度会使表面结冰影响漆膜的附着力。漆膜本身的温度应高于15℃,以保证正常的施工性能,狭窄空间施工和干燥期间,应大量通风。



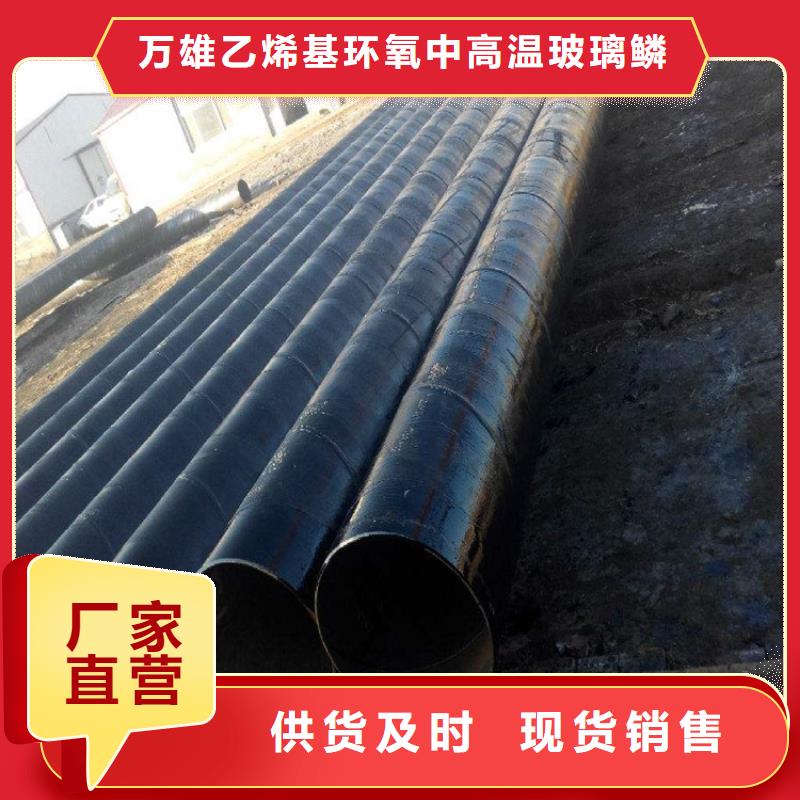
建厂以来,万雄乙烯基环氧中高温玻璃鳞片胶泥防腐材料有限公司十分重视人才培养与科技进步,先后与六家大专院校和科研机构建立了长期技术合作关系,旨在不断提高 四川遂宁乙烯基玻璃鳞片胶泥产品科技含量,增强企业发展后劲。我们十分重视 四川遂宁乙烯基玻璃鳞片胶泥产品的升级换代和新产品开发。面对激烈的市场竞争,企业始终坚持“质量保证、用户至上”的宗旨,确保以高质量的 四川遂宁乙烯基玻璃鳞片胶泥产品、周到的服务、及时的交货、合理的价格赢得用户的信赖。



1、互穿网状防腐层。通过防腐性能优异的氯磺化聚乙烯橡胶对传统的环氧煤沥青漆的改性,使之固化后形成介于环氧树脂链和橡胶链之间的互穿网状防腐涂层,具有吸水率低,耐水性好,耐生物侵蚀能力强,抗渗透能力高。
2、防腐综合性能优。由于采用了防腐性能优异的橡胶改性,使涂层的物理机械性能、电绝缘性能、耐磨性能、耐杂散电流性能、耐热、耐温性能等更佳。
3、一次成膜厚。溶剂含量低,一次成膜厚,施工道数少,施工方法与传统的环氧煤沥青涂料相同。
折叠 编辑本段用途
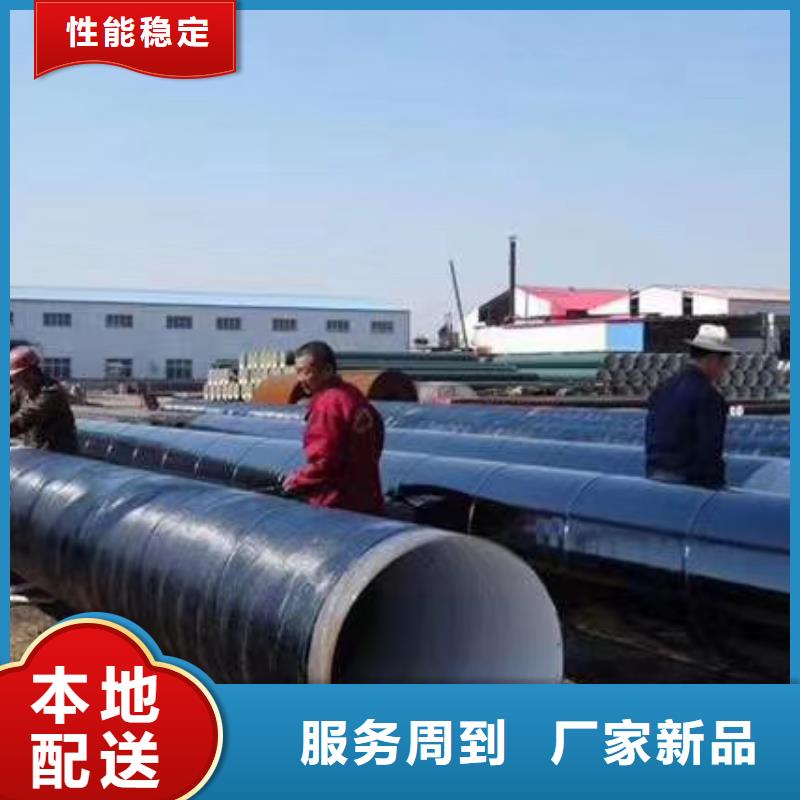
适用于 性或部分浸于水下的钢结构、化工厂、污水处理池、炼油厂的埋地管道和钢质贮罐;埋设水泥结构、煤气柜内壁、底板、汽车底盘、水泥制品、煤矿矿井支架、矿山井下设施和海洋码头设施、木制品、水下结构、码头钢栏、供热管道、供水管道、供气管道、冷却水、石油管道等。
技术要求
HG/T 2884-1997 环氧沥青防腐涂料(分装)(已作废)
GB/T27806-2011《环氧沥青防腐涂料》(现行)
施工参考
配制方法
将涂料彻底搅拌至桶底无沉积物,在搅拌状态下按漆:固化剂为10:1(重量比)加入专用固化剂并搅拌均匀,配制好的涂料放置10~15分钟后使用。
表面处理要求
钢铁结构,基材处理要求达到除锈标准Sa2.5级,或采用手工除锈;也可采用化学除锈,要求达到无油、无锈、无异物,干燥清洁,除锈后的钢铁基体表面须在4小时内涂装底漆。

